
Telefon:
Email: 2@2


Cześć
Przecinarki plazmowe na dobre zadomowiły się w wielu warsztatach. Znaczący wpływ ma na to spadek ceny przecinarek plazmowych i bardzo tani osprzęt sprowadzany z Chin.
Warto wiedzieć jak działają przecinarki, jakie są ich zalety i jakie wady.
Plazma to zjonizowany gaz o wysokiej temperaturze, w przypadku przecinarek wydostający się z dużą prędkością z uchwytu przecinarki. Gaz staje się plazmą gdy energia ruchu kinetycznego cząstek będzie na tyle duża, że elektrony pokonują energię wiązania cząsteczkowego i odrywają się od niej pozostawiając ją w stanie zjonizowania. Natomiast same stają się swobodnymi nośnikami prądu i przestają być obojętne. Można powiedzieć, że powstaje wtedy materia będąca po części gazem i po części materią o bardzo wysokiej temperaturze.

Na naszej planecie plazmę można zaobserwować na biegunach jako zorza polarna lub w okresie burzy jako pioruny w tym pioruny kuliste, poza tymi zjawiskami plazma na naszej planecie nie występuje. Jednak, co ciekawe, im dalej od naszej planety, tym więcej znajdujemy materii w stanie plazmy. Szacuje się, że w stanie plazmy jest 99,9 % materii wszechświata.
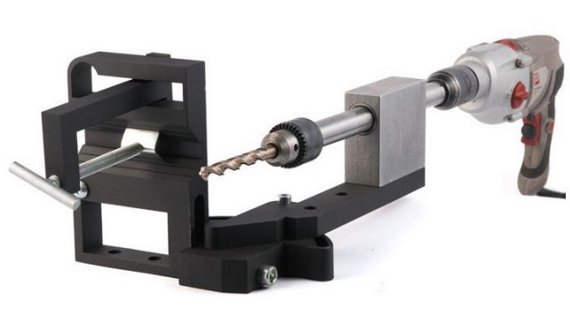
Większość dotychczasowych zastosowań plazmy łączy się z wysoką temperaturą i przewodnictwem elektrycznym. W technice źródłami plazmy do zastosowań w spawalnictwie są generatory plazmy ( plazmotrony). Generują i podtrzymują one plazmę poprzez nagrzanie gazu przepływającego przez uchwyt, w którym pali się łuk elektryczny o gigantycznym natężeniu prądu. Z tego powodu przecinarki plazmowe muszą być podłączone do sprężarki tłokowej podającej sprężone powietrze pod ciśnieniem około 4-5 bar. Jest to technika plazmy łukowej. Składa się z 2 etapów, zainicjowania łuku i podtrzymywania go przez przepływający przez zjonizowany gaz - plazmę, prądu elektrycznego.
Warto nadmienić, że oprócz spawalnictwa generatory plazmy są stosowane do nanoszenia cienkich warstw i przeprowadzania szeregu reakcji przy użyciu plazmy w obniżonym ciśnieniu np. PECVD. Służą one do takich innowacyjnych aplikacji jak wzrost diamentów, nanoszenie lub trawienie nano warstwy, modelowanie nowych materiałów jak przykładowe HBLED (High Brightness Light-Emitting Diode) czyli produkowanie nowej generacji diod LED wykorzystywanych jako innowacyjne źródła światła o dużej sprawności.
Wracając do tematu.

Cięcie plazmą (cięcie plazmowe) bazuje na topieniu i usuwaniu metalu ze szczeliny cięcia silnie skupionym plazmowym łukiem elektrycznym o dużej energii kinetycznej, jarzącym się między elektrodą nietopliwą ( umieszczoną w uchwycie plazmy) a ciętym przedmiotem. Plazma inicjowana jest przez potarcie lub zbliżenie palnika do ciętego metalu. Przepuszczanie strumienia sprężonego powietrza przez zapoczątkowany łuk elektryczny wywołuje jego podtrzymanie i wtórną jonizację i dzięki dużemu zagęszczeniu mocy wytwarza się strumień plazmy. Ważne jest tu skupienie plazmy przez szczelinę dyszy, wywołuje to wytworzenie zbitego strumienia plazmy rzędu milimetra. Warunkiem więc jest tu podłączenie do materiału ciętego przewodzącego prąd uchwytu masowego.
Jak wspomniałem dysza do plazmy zamontowana w palniku koncentruje łuk plazmowy. Chłodzone przez pierścień zawirowania ścianki dyszy powodują zawężanie kolumny łuku. Zasada działania cięcia plazmą wykorzystuje wysoką temperaturę w jądrze łuku plazmowego (10000÷30000K) i niezwykle dużą prędkość wiązki plazmy, co powoduje, że cięty materiał jest topiony, utleniany i wyrzucany ze szczeliny. Szczeliny są znacznie mniejsze niż przy cięciu acetylenem, mają też znacznie równiejszą powierzchnię.
Powszechnie stosowanym gazem plazmotwórczym jest jak wspomniałem powyżej powietrze podawane z sprężarki tłokowej. Warto oczywiście oczyścić takie powietrze stosując najprostszy filtr. Przecinarką plazmową można ciąć każde materiały przewodzące prąd elektryczny - wykonanych ze stali węglowych i stopowych, kwasoodpornych, aluminium i jego stopów, mosiądzu, miedzi oraz żeliwa, nawet jeśli wierzchnia warstwa jest pokryta farbą lub grubą warstwą rdzy.
Zasady bezpiecznej pracy podczas cięcia Plazmą.
Oprócz podstawowych zasad cięcia łukiem elektrycznym - duża temperatura, duże ilości szkodliwych gazów, należałoby wiedzieć o tym czego nie widać.
Plazma wytwarza duże ilości promieniowania UV, trzeba zatem wykorzystywać odzierz ochronną i okulary lub maski całotwarzowe z filtrem UV.
Albowiem przez przewód uchwytu plazmy przepływa prąd tworzący silne pole elektromagnetyczne nie zaleca się owijania przewodu dookoła szyi lub w inny sposób.
i to w zasadzie wszystko, pozdrawiam Rafał.
Czołem dziś temat z korzeniami w czasach komuny. Nie każdy czytający będzie pamiętać, co to.
Udało mi się w końcu pociąć stary, skorodowany nasz komin. Rodzice niemało lat temu wybudowali cieplarnię, taki za komuny był przykaz: na terenie rolniczym nie można było pobudować jedynie domu z trawniczkiem i kwiatami. Trzeba było zbudować jeszcze jakiś obiekt gospodarczy powiązany z rolnictwem czy ogrodnictwem. Miał to być bez wątpienia budynek nie folia na pomidory. I tak rozpoczęła się batalia moich rodziców z ogrodnictwem. Zbudowali szklarnię, kotłownię i wiadomo jak kotłownia to komin. Dzisiaj to jak coś wznosimy to najpierw jest projekt, pozwolenie i tak dalej a później kasa i materiały. Za komuny i tu trochę historii droga młodzieży nie było takiego schematu. Komin w planach miał być z cegły, ale ojciec nie dostał przydziału cegły, ta co była starczyła ledwie na dom. Ale kombinowanie to podstawa, więc jak zaczęli budować ciepłociąg w naszej okolicy to załatwiło się trochę rur średnicy 400 mm. Stalowych oczywiście, po dospawaniu kołnierzy można było postawić komin. Odcinki przykręcone zostały śrubami. I tak komin stał sobie i korodował przez wiele lat. Ale wszystko się kiedyś kończy.
Rdza zżarła spód tak, że nie było już w paru miejscach w ogóle podstawy. Trzeba było, więc komin rozebrać, bo bałem się że jak mocniej zawieje to runie. Rozebrać chciałem przynajmniej do połowy, bo mam dołączone moje palenisko do niego. Podjechał dźwig, przecięliśmy szlifierką kątową śruby i komin poległ na ziemi.
Dwa odcinki po 2,5 metra, grubość przeróżnie, od około 15 milimetrów do 10 mm. Wprawdzie w poniektórych miejscach było 10 mm stali i z 10 -15 mm rdzy. To dawało razem ponad 20mm. Przecinarka plazmowa Telwin ma rożne bajery i wymienioną maksymalną grubość cięcia 20 mm. I jest to parametr jak najbardziej prawidłowy, można nią ciąć takie grubości. Ale jak się przekonałem przy największym amperażu potrafi się nagrzać i wyłączyć. Z tego powodu powinno się ją postawić nie na słońcu tylko raczej w cieniu i zapewnić dobre chłodzenie. Po co ma słoneczko dodatkowo podgrzewać, przecinarka plazmowa nie plażowicz na plaży.
Część z komina zdecydowałem zastosować pod kowadło i młot resorowy. Ale wypadało to wszystko pociąć, więc zebrałem się pewnego uroczego dnia, a słonko wtedy jeszcze tak bajecznie świeciło. Ubrałem ciuchy robocze, maska przeciw pyłowa na twarz ( bo mam alergię) i do roboty. Na początku chciałem ciąć szlifierką kątową, ale taka ciężka rura leżąca na ziemi sprawiłaby mi kłopot. Na pewno prędzej czy później tarcza do cięcia by się zakleszczyła. Rura waży masę i to był szkopuł. Więc pozostała mi przecinarka plazmowa. Moją plazmówkę mam od 2 lat i choć sporo mnie kosztowała to nie używałem jej za często.
Przecinarka plazmowa 90 ka - https://domtechniczny24.pl/przecinarki-plazmowe.html

Raz wyciąłem z blachy nierdzewnej krążki do grilla innym razem podcinałem regały. Aby przecinarka plazmowa dobrze działała trzeba dostarczyć jej sprężone powietrze i to dużo powietrza, bo jak będzie za mało lub nie będzie odpowiedniego ciśnienia to zaraz dysza się przepali i nie pomoże preparat antyodpryskowy ani nic innego. Ja podaję powietrze wężem 12 mm, nie dławi on tak jak na przykład spiralne. Całość przed cięciem wyglądała tak:
Kredą zaznaczyłem miejsce cięcia, miejsce styku masy musiałem ostro przeszlifować tarczą listkową, bo było masę rdzy. Nieco się obawiałem czy plazma nie będzie szwankować ze względu na rdzę, w niektórych miejscach były nawet skorupy do 10 mm!! Ale Telwin Plasma 60HF dał sobie radę w niecałe 25 minut pociąłem wszystko. Cięcia nie były za równe, jeżeli się tnie z ręki na powierzchni takiej jak rura a do tego grubości są różne to nie ma się czego spodziewać. Wyszło jak wyszło jestem zadowolony. Dysze do plazmy się nie zabrudziły, bo co jakiś czas psikałem sprayem przeciw odpryskom Spawmix. I nawet jak się coś przyczepiło do dyszy to szczotką mosiężną całość wytarłem do czysta. Pocięte elementy leżą sobie i czekają na wykorzystanie:
Część przyspawam do starego komina, z 2 odcinków zrobię postumenty napełnione betonem pod kowadło i młot resorowy. Na złom nie wywiozę trochę szkoda mi a może się na coś przyda.
Witka
Nie cierpię takich sytuacji, wyobraźcie sobie wracacie z rodziną do domu, do przejechania nadal 130 km i ni stąd ni zowąd przestaje funkcjonować grzanie w samochodzie, a na zewnątrz mróz -3 stopnie. Problem został zdiagnozowany podczas demontażu kokpitu nastąpiło uszkodzenie.
Dzieciaki marzną żona narzeka ja zupełny zestresowany. Dobrze, że należący do mnie Land Cruiser HDJ 80 ma 2 nagrzewnice i wysiadła ta przednia a tylnia działała, więc jakoś dojechaliśmy. Na drugi dzień żona kicha i dzieciaki również zaczęło brać. Wobec tego sunę do mechanika i demontujemy cały kokpit robota na 6 godzin, przy okazji nieco zaczepów plastikowych się popsuło (w samej rzeczy same się popsuły). No, ale w porządku nagrzewnica wyjęta a w środku tyle brązowo-rudej mazi brudu, że zgroza. Przepłukiwałem to cały dzień, wlewałem kwas solny i sodę, udało się przemyć do tego naturalnie kilkukrotne czyszczenie całego układu chłodzenia. Jak dużo tam było brudu takiej rdzawo-brunatnej mazi, podejrzewam, że poprzedni posiadacz chciał uszczelnić chłodnicę i wsypał najogromniejsze przekleństwo z dodatków do samochodu, które człowiek mógł wymyślić.
- uszczelniacz do chłodnic, ten gnój oblepił ścianki wewnątrz układu chłodzenia i stąd mój kłopot.
Ale to nie koniec. Okazało się, że nagrzewnica ma pęknięte obydwa króćce, wlotowy i wylotowy, myślę, że z tej przyczyny ktoś wlał to świństwo. Jak oczyściłem nagrzewnice to można bylo zobaczyć te rysy na rurkach mosiężnych. A jeszcze dopowiem, że przedtem w samochodzie cały czas było czuć woń płynu chłodniczego, ale nie wiedziałem, co może być przyczyną w tej chwili już wiem.
No i obecnie problem, co robić? Oryginalna nagrzewnica wartość kosmiczna jak większość oryginalnych części do Land Cruisera ( mój rocznik 1994 HDJ 80), na allegro szukałem, ale nie znalazłem zresztą nawet to, jaką miał bym gwarancję, że wszystko z nią było by ok. No i tu postanowiłem wziąć sprawę w swoje ręce, ponieważ moim hobby jest odlewnictwo rekonstrukcyjne min. sprzączek do pasów średniowiecznych, i jedną z technik w calej tej zabawie jest lutowanie twarde, więc. Wyczyściłem obydwa króćce kwasem lutowniczym, zmatowilem włókniną szlifierską, odpaliłem mój super palnik perun, lut srebrny w rękę i cheja. Na polutowanie zużyłem prawie całą laskę lutu srebrnego różowego. Lutowałem lutem 25 procent srebra, potrzebuje on trochę większej temperatury, ale można nim zalewać szersze szczeliny niż lutami o wyższej zawartości srebra tymi niebieskimi żółtymi i zielonymi. Tam jest srebra 30 45 procent czyli bardzo dużo.
Efekt był zdumiewający, oprócz tego, że zalałem szczeliny to wzmocniłem jeszcze kolanka na zgięciu, mechanik jak zobaczył nagrzewnicę to wyraźnie widziałem, że był lekko zszokowany, na początku mi odradzał lutowanie, jako bardzo niepewne. Ale ja wiem, że taki lut srebrny jest nadzwyczaj trwały, odporny na korozje i tak dalej.

Luty srebrne - https://domtechniczny24.pl/druty-do-lutowania-twardego.html
Po zmatowieniu wszystkiego do kupy znów kilka godzin, zalaliśmy chłodnicę zwykłą kranówą (na szczęście była odwilż ) i pojeździłem z ta wodą może godzinę. Potem wylałem ją i tak kilka razy. Na koniec zalałem płynem chłodniczym.
Jakie to nadzwyczajne uczucie siedzieć w samochodzie z sprawnym ogrzewaniem.
W metodzie łączenia metali wyróżniamy dwa rodzaje lutowania twarde i miękkie.
Lutowanie to inaczej sposób łączenia metali z użyciem spoiwa, które ma niższą temperaturę topnienia, niż podzespoły łączone. Czyli nie są nadtapiane jak to ma miejsce podczas spawania.
Z lutowaniem miękkim mamy do czynienia wtedy kiedy spoiwo ma temperaturę topnienia poniżej 400st np.
Spoiwo cyno-ołowiowe LC60
Spoiwo cynowo-miedziowe Sn97Cu3
Lutowanie twarde przy spoiwie o temperaturze topnienia powyżej 650 stopni np.:
Lut miedziany LM-60
Lut srebrny LS45 - https://domtechniczny24.pl/druty-do-lutowania-twardego.html
Lut fosforowy LCuP6
Narzędziem do lutowania są lutownice transformatorowe, lutownice oporowe, palniki gazowe na propan butan, palniki cyklonowe na propan butan, palniki propan + tlen, palniki acetylen + tlen.
Zanim przystąpimy do lutowania trzeba dokładnie wyczyścić powierzchnię z tłuszczów, nalotów,Tlenków, siarczków, kleju itp.. Jest to warunek konieczny do powstania poprawnego łączenia.
Elementy czyścimy najpierw:
Mechaniczne, używając noża, włókniny szlifierskiej lub papieru ściernego.
Chemicznie używając do odtłuszczenia denaturatu lub rbenzyny ekstrakcyjnej.
Chemicznie używając do usunięcia tlenków oraz aktywowania powierzchni kwasu lutowniczego, kalafoni i topników.
Lutowanie miękkie polega na łączeniu metali za pomocą łatwo topliwego lutu cynowego. Luty mają przeważnie kształt pałeczek lub pręcików. Występują wraz z topnikiem lub bez. Topnik jest niezbędny do poprawnego połączenia, zabezpiecza powierzchnie przed powstawaniem tlenków i powoduje, że spoiwo bez trudu zwilża powierzchnię. Trzeba dbać, aby nie nagrzewać zbytnio lutowanych elementów, szczególnie przy lutowaniu palnikiem płomieniowym.
Tego typu połączenia są {w niewielkim stopniu odporne mechanicznie, ale świetnie przewodzą prąd i dają gwarancję szczelności. Znajdują zastosowanie w elektryce i elektronice, w instalacjach wodnych i CO.
Jak w praktyce wygląda lutowanie miękkie np. przewodów elektrycznych:
Przewody trzeba odizolować.
Jeżeli są to cienkie przewody to stosujemy tylko kalafonię, bo pasta lutownicza zawiera w swoim składzie kwas i może po pewnym czasie sprawić przerwanie styku.
Grzejemy grot i nakładamy cynę tak, aby powstała kropelka i wstrzymujemy nagrzewanie.
Zanurzamy jeszcze ciepły grot z cyną w kalafonii.
Przewody do lutowania zwijamy i pobielamy (połączenia elektryczne), przykładamy do skręconego przewodu grot i włączamy lutownicę.
Temperatura sprawi, że nadmiar topnika spłynie na przewód i odtłuści go i usunie tlenki, następnie cyna spłynie na przewód i pokryje go w całości.
Jak tylko cyna wniknie w przewód należy bezzwłocznie przerwać nagrzewanie i odsunąć grot od przewodu. Unikniemy w ten sposób spalenia topnika i utlenienia cyny.
Pobielone przewody stykamy jeden z drugim, na grot nabieramy odrobinę cyny z topnikiem (patrz wyżej).
Grzejemy połączone przewody, jak tylko cyna na przewodach się roztopi i połączy natychmiast przerywamy nagrzewanie. Uwaga pamiętajmy, że przez chwilę cyna jest nadal ciekła i dopóki nie wystygnie nie można poruszać przewodami.
W przypadku lutowania bardzo cienkich przewodów nie stosujemy pobielania. Całą operację wykonujemy w jednym podejściu. W pierwszej kolejności skręcamy przewody następnie lutujemy.
Po skończonym lutowaniu można usunąć topnik denaturatem, szczególnie, jeżeli korzystamy z pasty lutowniczej.
Lutowanie twarde przykład pęknięta rurka mosiężna, lut srebrny otulonym.

Lutowanie powinno się wykonywać w odpowiednio wentylowanych pomieszczeniach. Pomieszczenie nie powinno być za mocno oświetlone, nie widać wówczas koloru nagrzanego metalu.
Do lutowania twardego używamy palników propan butan, propan-butan + tlen i acetylen + tlen, nagrzewanie indukcyjne. Zależy to od rozmiaru lutowanych detali i użytego lutu. W naszym przykładzie lutujemy długą rurkę mosiężną o średnicy 22mm i grubość ścianki około 1mm . Do takiej pracy wystarczy palnik cyklonowy na propan butan techniczny. Dysza 19mm dająca około 3,5kW.
Lutowanie twarde - przykład:
Części lutowane oczyścić mechanicznie i chemicznie.
Łączone fragmenty stawiamy na płycie szamotowej, która w minimalnym stopniu zabiera ciepło a przy lutowaniu seryjnym kumuluje je i dodatkowo ogrzewa otoczenie.
Dokładnie dopasowujemy łączone powierzchnie.
Szykujemy lut, nie powinien być za gruby, w naszym przykładzie może mieć średnicę 1,5mm - 2mm.
Nagrzewamy palnikiem elementy do temperatury topnienia topnika.
Zwilżamy topnikiem powierzchnie lutowane. Kolor metali zmienia się po zwilżeniu topnikiem.
Kontynuować nagrzewanie do temperatury roboczej. W zależności od rodzaju lutu może to być 700-950 stopni.
Temperaturę pokazuje kolor metalu.
Po osiągnięciu temperatury roboczej dotykamy lut twardy na styku łączenia i czekamy aż się stopi i wniknie kapilarnie między łączone elementy.
W tym momencie przerywamy nagrzewanie.
Resztki topnika zmywamy gorącą wodą.
Jeżeli stosujemy lut mosiężny LM-60 do lutowania stali to oprócz topnika na drucie można nasypać w miejsce lutowania boraksu.
Jeśli stosujemy lut fosforowy do łączenia miedzi to nie potrzeba topnika (ja jednak zawsze stosuję)
Reszta to praktyka i jeszcze raz praktyka.
Pozdrawiam
Charakterystyka gazów technicznych używanych w spawalnictwie.
Dzień dobry
Bieżący artykuł będzie dotyczył gazów technicznych stosowanych w spawalnictwie, do lutowania, w technice warsztatowej. Gazy te możemy podzielić na gazy osłonowe, atmosferyczne i gazy palne.
Do gazów palnych zaliczamy Acetylen, tlen, propan, butan, wodór.
Gazy te lub ich mieszanki podczas spalania generują wysoką temperaturę stosowaną do topienia, cięcia i ogrzewania metali.
Acetylen.
Jest gazem wytwarzanym podczas reakcji węgliku wapnia z wodą. Acetylen podczas spalania wytwarza najwyższą temperaturę spośród wszelkich gazów przemysłowych. Jest najbardziej wydajny, aczkolwiek jego wartość kaloryczną nie jest wysoka, to w strefie środkowego płomienia emituje bardzo wysoką i skoncentrowaną temperaturę. Do zupełnego spalenia się potrzebuje niewielkie ilości tlenu, dzięki temu płomień zawiera minimalne ilości wilgoci. Spalając się wytwarza płomień, który nie utlenia obszaru spawanego czy powierzchni lutowanych. Ta cecha sprawia, że powierzchnie nie zawierają tlenków, znakomicie nadaje się więc do grzania punktowego, lutowania twardego, spawania i cięcia. Ze względu na to że acetylen jest lżejszy od powietrza, jest jedynym gazem palnym zalecanym do użytku w pod ziemią.

Gaz ten sprzedawany jest w stalowych, bezszwowych butlach pod ciśnieniem 1,5MPa, wypełnionych masą porowatą i acetonem, w którym jest częściowo rozpuszczony.
Butle acetylenowe są malowane na kolor kasztanowy. Gaz do palnika podawany jest przez specjalnyreduktor acetylenowy, który zmniejsza ciśnienie do wartości roboczej. Oprócz reduktorów używa się również bezpieczniki. Bezpiecznik do acetylenu ma zawór zwrotny, który zapobiega przepływowi gazu w kierunku przeciwnym do normalnego. Oraz zaporę płomieniową, która schładza płomień i go wygasza. Bezpieczniki instaluje się najczęściej na palniku i przy uchwycie. Informacje ze strony - https://majsterkowicz-kazik.weebly.com/
Tlen, gaz bezwonny i bezbarwny.
Gaz niezbędny w procesie spalania, cechuje się dużą reaktywnością i z tego powodu w procesach spawania czy lutowania powietrze jest wzbogacane o tlen. Dodatek tlenu podnosi temperaturę spalania, poza tym sam proces następuje szybciej, płomień jest stabilny i czysty. Przechowywany jest w butlach koloru niebieskiego. Podawany jest przez reduktor tlenowy, który obniża i normuje jego ciśnienie. Ze względu na bezpieczeństwo używa się bezpieczniki tlenowe, zarówno przy reduktorze jak i przy palnikach.
Propan.
Otrzymywany jest w procesie przetwarzania gazu ziemnego. Jest gazem bezbarwnym łatwopalnym a czystość spalania propanu czyni go doskonałym dla wielu zastosowań w przemyśle. W technice używa się go do lutowania miękkiego i twardego, podgrzewania, opalania. Najwyższą wartość energetyczną otrzymuje się w połączeniu z tlenem. Propan jest stosunkowo tani i łatwo osiągalny, przez co ma obszerne zastosowanie w przemyśle warsztatowym.
Przechowywany jest w butlach o różnej objętości, jak również w kartuszach jednorazowych.
Wodór.
Bardzo szeroko wykorzystywany w różnych gałęziach przemysłu:
Zmieszany z tlenem spala się w temperaturze 2850 st i jako taka mieszanina jest wykorzystywany do cięcia stali pod wodą.
W formie płynnej stanowi paliwo do silników rakietowych.
Używany jako składnik mieszanek gazów osłonowych w spawaniu stali nierdzewnych, austenitycznych metodą TIG.
Odrębną grupę gazów i ich mieszanek stanowią gazy osłonowe. Mają one spory wpływ na jakość i efektywność procesów spawalniczych. Przede wszystkim chronią łuk i spoinę przed wpływem gazów z atmosfery. Oprócz tego modyfikują ją i przez to mają dodatni wpływ na właściwości spoiny i otoczenia spoiny, takie jak wytrzymałość, odporność na korozję, redukcję odprysków, wielkość i głębokość wtopu i na obciążenia dynamiczne. Na rynku występuje wiele mieszanek, proces ich doboru, specjalizacja i przeznaczenia stają się coraz większe.
Dwutlenek węgla.
Szczególne właściwości dwutlenku węgla, na przykład jego obojętność w reakcjach oraz duża rozpuszczalność w wodzie,sprawia że jest on wykorzystywany w chyba wszystkich gałęziach przemysłu. Nie będę wymieniał wszystkich tylko te najciekawsze: w ogrodnictwie i akwarystyce w dokarmianiu roślin, w gaśnicach, w kriogenice, uzdatnianiu wody pitnej, w przemyśle spożywczym do produkcji bąbelków:) w napojach i do zasilania markerów paintballowych.
W spawalnictwie sam dwutlenek węgla jest już coraz mniej używany. w technice MIG bardziej skuteczna jest jego mieszanka z argonem. Nie powoduje ona tak niechcianych odprysków i dymu, a połączenia mają o wiele lepsze właściwości wytrzymałościowe. Stosowany jest w metodzie MIG do spawania stali konstrukcyjnych. Sprzedawany w butlach pod ciśnieniem o różnych objętościach. Butla z gazem co2 jest najczęściej koloru szarego z zielonym paskiem.
Argon jest bezbarwnym i bezzapachowym gazem, cięższym od powietrza. Najistotniejszą właściwością chemiczną argonu jest jego obojętność chemiczna. Dlatego jest niemal idealnym gazem ochronnym podczas spawania. Wykorzystywany w technice spawania łukowego TIG i MIG . Ponieważ jest gazem obojętnym to stosuje się go do spawania elementów wyjątkowo narażonych na utlenianie w wysokich temperaturach, takich jak aluminium, stal kwasoodporna, wysokostopowa.
Mieszanki argonu i dwutlenku węgla. Cieszący się popularnością Argomix to mieszanka osłonowa utleniająca do spawania metodą MAG stali konstrukcyjnych. Gwarantuje redukcję odprysków, dobre właśiwości mechaniczne spawu i sprawne chłodzenie uchwytu. Przechowywany w butlach o podobnych parametrach co dwutlenek węgla. Również reduktory Co2 i MIX używane są zamiennie.
Hel.
Komiczny gaz, miałem niedawno okazję łyknąć go na weselu i gadać cienkim głosem, to tak na marginesie.
Gaz ten jest wykorzystywany w wielu dziedzinach przemysłu. W spawalnictwie używany jako mieszanina z argonem, tlenem, azotem i dwutlenkiem węgla. Mieszanki te w zależności od składu stosuje się jako gaz osłonowy do spawania metodą TIG lub MIG stali niestopowych i niskostopowych, stali wysokostopowych, aluminium oraz metali nieżelaznych. W porównaniu z argonem daje łuk o większej mocy i powoduje głębsze wtopienie, a spaw jest szerszy. Wadą Helu jest trudne zajarzenie łuku.
Azot zarówno w czystej postaci jak i w mieszankach stosowany do spawania TIG stali duplex i austenitycznych, które to stale mają podwyższoną zawartości azotu. W procesie spawania nie dochodzi do spadku tego pierwiastka i zarówno spoina jak i grań zachowuje wysoką odporność na korozję i wysokie właściwości mechaniczne.
To tyle pozdrawiam