
Telefon:
Email: 2@2


Charakterystyka gazów technicznych stosowanych w procesie spawania.
Dzień dobry
Dzisiejszy artykuł będzie obejmował zagadnienie stosowania gazów technicznych w spawalnictwie, do lutowania, w technice warsztatowej. Gazy te możemy podzielić na gazy osłonowe, atmosferyczne i gazy palne.
Do gazów palnych zaliczamy Acetylen, tlen, propan, butan, wodór.
Gazy te lub ich mieszanki podczas spalania wytwarzają wysoką temperaturę stosowaną do topienia, cięcia i ogrzewania metali.

Acetylen.
Jest gazem wytwarzanym podczas reakcji karbidu z wodą. Acetylen podczas spalania wytwarza najwyższą temperaturę spośród wszelkich gazów przemysłowych. Jest najbardziej wydajny, choć jego potencjał kaloryczny nie jest wysoki, to w strefie środkowego płomienia emituje bardzo wysoką i skoncentrowaną temperaturę. Do pełnego spalenia się potrzebuje nieznaczne ilości tlenu, dzięki temu płomień zawiera minimalne ilości wilgoci. Spalając się generuje płomień, który nie utlenia powierzchni spawanych czy powierzchni lutowanych. Ta cecha sprawia, że powierzchnie nie zawierają tlenków, znakomicie nadaje się więc do grzania punktowego, lutowania twardego, spawania i hartowania płomieniowego. Ze względu na to że acetylen jest lżejszy od powietrza, jest jedynym gazem palnym zalecanym do użytku w pod ziemią.
Gaz ten sprzedawany jest w stalowych, bezszwowych butlach pod ciśnieniem 1,5MPa, wypełnionych masą porowatą i acetonem, w którym jest częściowo rozpuszczony. Wyczytane na blogu https://poradniktechniczny.weebly.com/
Butle acetylenowe są malowane na kolor kasztanowy. Gaz do palnika podawany jest przez specjalnyreduktor acetylenowy, który zmniejsza ciśnienie do wartości roboczej. Oprócz reduktorów używa się również bezpieczniki. Bezpiecznik do acetylenu ma zawór zwrotny, który zapobiega przepływowi gazu w kierunku przeciwnym do normalnego. Oraz zaporę płomieniową, która studzi płomień i go wygasza. Bezpieczniki montuje się przeważnie na palniku i przy uchwycie.
Tlen, gaz bezwonny i bezbarwny.
Gaz nieodzowny w procesie spalania, wyróżnia się dużą reaktywnością i z tego powodu w procesach spawania czy lutowania powietrze jest mieszane z tlenem. Dodatek tlenu podnosi temperaturę spalania, poza tym sam proces zachodzi szybciej, płomień jest stabilny i czysty. Przechowywany jest w butlach koloru niebieskiego. Podawany jest przez reduktor tlenowy, który obniża i stabilizuje jego ciśnienie. Ze względu na bezpieczeństwo stosuje się bezpieczniki tlenowe, zarówno przy reduktorze jak i przy palnikach.
Propan.
Otrzymywany jest z gazu ziemnego. Jest gazem bezbarwnym łatwopalnym a czystość spalania propanu czyni go doskonałym dla wielu zastosowań w przemyśle. W technice używa się go do lutowania miękkiego i twardego, podgrzewania, opalania. Wysoką wartość energetyczną otrzymuje się w połączeniu z tlenem. Propan jest stosunkowo tani i łatwo osiągalny, przez co ma szerokie zastosowanie w przemyśle warsztatowym.
Przechowywany jest w butlach o różnej objętości, jak również w kartuszach jednorazowych.
Wodór.
Bardzo szeroko wykorzystywany w różnych gałęziach przemysłu:
Zmieszany z tlenem spala się w temperaturze 2850 st i jako taka mieszanina jest wykorzystywany do cięcia stali pod wodą.
W formie płynnej stanowi paliwo do silników rakietowych.
Używany jako składnik mieszanek gazów osłonowych w spawaniu stali nierdzewnych, austenitycznych metodą TIG.

Oddzielną grupę gazów i ich mieszanin stanowią gazy osłonowe. Mają one istotny wpływ na jakość i wydajność procesów spawalniczych. Przede wszystkim chronią łuk i spoinę przed wpływem gazów z atmosfery. Ponad to modyfikują ją i przez to mają korzystny wpływ na właściwości spoiny i otoczenia spoiny, takie jak wytrzymałość, odporność na korozję, minimalizację odprysków, wielkość i głębokość wtopu i na obciążenia dynamiczne. Na rynku istnieje wiele mieszanek, proces ich doboru, specjalizacja i zastosowania stają się coraz większe.
Dwutlenek węgla.
Wyjątkowe właściwości dwutlenku węgla, na przykład jego obojętność w reakcjach oraz duża rozpuszczalność w wodzie,powoduje że jest on wykorzystywany w chyba wszystkich gałęziach przemysłu. Nie będę wymieniał wszystkich tylko te najciekawsze: w ogrodnictwie i akwarystyce w dokarmianiu roślin, w gaśnicach, w leczeniu kriogenicznym, uzdatnianiu wody pitnej, w przemyśle spożywczym do produkcji bąbelków:) w napojach i do zasilania markerów paintballowych.
W spawalnictwie sam dwutlenek węgla jest już coraz mniej stosowany. w technice MIG bardziej skuteczna jest jego mieszanka z argonem. Nie przynosi ona tak niechcianych odprysków i dymu, a połączenia mają o wiele lepsze właściwości wytrzymałościowe. Stosowany jest jako gaz osłonowy do spawania półautomatami stali konstrukcyjnej metodą MIG. Sprzedawany w butlach pod ciśnieniem o różnych objętościach. Butla z gazem co2 jest najczęściej koloru szarego z zielonym paskiem.
Argon jest bezbarwnym i bezzapachowym gazem, cięższym od powietrza. Najistotniejszą właściwością chemiczną argonu jest jego obojętność chemiczna. Dlatego jest niemal idealnym gazem osłonowym podczas spawania. Wykorzystywany w technice spawania łukowego TIG i MIG. Ponieważ jest gazem niereaktywnym to stosuje się go do spawania materiałów wyjątkowo narażonych na utlenianie w wysokich temperaturach, takich jak aluminium, stal kwasoodporna, wysokostopowa.
Mieszanki argonu i dwutlenku węgla. Popularny Argomix to mieszanka osłonowa utleniająca do spawania metodą MAG stali konstrukcyjnych. Zapewnia redukcję odprysków, dobre właśiwości mechaniczne spawu i sprawne chłodzenie uchwytu. Przechowywany w butlach o podobnych parametrach co dwutlenek węgla. Również reduktory Co2 i MIX stosowane są zamiennie.
Hel.
Śmieszny gaz, miałem niedawno okazję łyknąć go na weselu i trajkotać cienkim głosem, to tak na marginesie. Zabawa była przednia, a wesele w naszym stylu rekonstrikcja - http://pracowniaodlewnicza.simplesite.com/
Gaz ten jest używany w wielu dziedzinach przemysłu. W spawalnictwie używany jako mieszanina z argonem, tlenem, azotem i dwutlenkiem węgla. Mieszanki te w zależności od składu używa się jako gaz osłonowy do spawania metodą TIG lub MIG stali niestopowych i niskostopowych, stali wysokostopowych, aluminium oraz metali nieżelaznych. W porównaniu z argonem daje łuk o większej mocy i powoduje głębsze wtopienie, a spoina jest szersza. Wadą Helu jest trudne zajarzenie łuku.
Azot zarówno w czystej postaci jak i w mieszankach stosowany do spawania TIG stali duplex i austenitycznych, które to stale mają zwiększoną zawartości azotu. W procesie spawania nie dochodzi do spadku tego pierwiastka i zarówno spoina jak i grań zachowuje wysoką odporność na korozję i wysokie właściwości mechaniczne.
To tyle pozdrawiam
Witam
Część druga będzie poświęcona wyposażeniu stanowiska spawacza MIG/MAG i samej technice. Nie jest to podręcznikowo przygotowany wpis, myślałem głównie o orientacyjnym naświetleniu tematu, jak mi się zdaży jakiś błąd to proszę o informację.
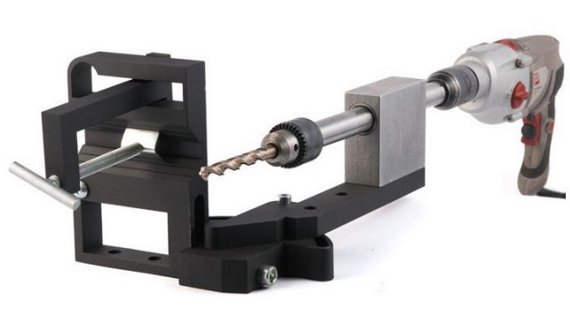
Wyposażenie stanowiska pracy spawacza MIG/MAG
Podstawa to półautomat MIG/MAG, czyli tzw. źródło prądu, wraz z sterowaniem i podajnikiem. Popularnie takie coś to półautomat spawalniczy lub migomat. W przemysłowych spawarkach podajnik jest oddzielony od źródła prądu a wszystko umieszczone jest na wózku spawalniczym i spięte specjalnym przewodem. W warunkach warsztatowych można pomyśleć o spawarce MIG/ MAG i MMA plus TIG, to takie urządzenie spawalnicze 3 w jednym. Wiadomo jak coś jest uniwersalne to nie nadaje się do prac profesjonalnych, ale garażowych tak.

Przewód spawalniczy doprowadza prąd, gaz osłonowy, oraz umożliwia sterowanie. W półautomatach o prądach DC przewyższających 200 A używane jest chłodzenie uchwytu wodą.
Butla z gazem osłonowym aktywnym - CO2 lub neutralnym np. argon. Reduktor zakręcany na butlę redukuje ciśnienie i przepływ. Przy znacznych przepływach nieodzowne jest wykorzystywanie podgrzewacza reduktora, na którym w efekcie parowania gazu znacznie spada temperatura i może osadzać się szron. Kabel masowy z zaciskiem biegunowym.
Technika i parametry spawania.
W metodzie MIG/MAG stosuje się prąd stały z biegunem dodatnim (czyli uchwyt jest podłączony do bieguna dodatniego a masa do ujemnego) lub pulsacyjny (spawarki inwertorowe). Bazuje on na wytworzeniu niższych temperatur łuku prądem o małej mocy, prąd jest przerywany impulsami o wysokim natężeniu. Powoduje to bezzwarciowe przeniesienie roztopionego metalu na spoinę. Stosowany do spawania blach cienkościennych, aluminium, stali nierdzewnych i stopów miedzi. Technika ta pozwala wykluczyć porowatość spoin. Wyjątkiem od tej zasady jest spawanie bez gazu osłonowego, wykorzystujemy wtedy drut samoosłonowy, wtedy trzeba zamienić biegunowość.
Zajarzenie łuku zachodzi w chwili naciśnięcia przycisku w uchwycie spawalniczym. Ma ono charakter kontaktowy i skoro szybkość wysuwania drutu jest jednakowa to występuje samoregulacja długości łuku. Po rozpoczęciu spawania powinno się trzymać uchwyt w jednakowej odległości i pozycji od spawanego elementu, przesuwać go z jednakową prędkością wzdłuż spoiny.
Nastawienie parametrów spawalniczych. Ustalamy napięcie, skokowo lub ciągle w zależności od posiadanej spawarki.
Następnie w zależności od napięcia spawalniczego, musimy wyregulować żądany prąd spawalniczy zwiększaniem lub obniżaniem szybkości dostarczania drutu, dalej można ewentualnie delikatnie dostosować napięcie, aż do stabilizacji łuku spawalniczego.
W celu osiągnięcia wysokiej, jakości spawów i optymalnego ustawienia prądu spawalniczego istotne jest, aby odległość otworu strumieniowego od materiału wynosiła około 10*średnica drutu spawalniczego.
Zanurzenie końcówki prądowej w dyszy gazowej nie powinno przekroczyć 2-3 mm.
Rodzaje łuków spawalniczych.
Łuk krótki. Spawanie przy niskim napięciu, i prądzie w dolnej granicy tzw. zwarciowe. Przepływ stopu jest w miarę zimny i można go stosować do cienkich blach. Charakteryzuje się małym rozpryskiem, dobrą kontrolą spoiny, przetop jest głębszy. Natężenie prądu od 50A do 150A.
Łuk przejściowy, czyli zwarciowo-natryskowy do materiałów grubszych do 6mm. Natężenie utrzymywane w granicach 185-240A, w zależności od średnicy drutu i prędkości posuwu.
Łuk natryskowy. Do materiałów o grubości powyżej 6mm. Główna zaleta to natrysk małych kropel metalu bez zwarcia. Napięcie od 250-400A.
Szybkość spawania powinna być taka, aby otrzymać stabilny łuk. Jeżeli prędkość jest za mała a napięcie za duże to na krańcu drutu tworzą się duże krople i spadają w pobliżu jeziorka. Jeżeli prędkość jest za duża a napięcie za małe to mamy wrażenie, że drut wypycha uchwyt, nie nadąża się stopić w jeziorku.
Średnicę drutu dobieramy w zależności od grubości spawanego materiału. Ogólnie przyjmujemy zasadę:
Materiał spawany do średnicy 3-4mm drut 0,6-0,8mm Ponieważ napisałem o spawarkach MIG TIG i MMA to warto dodać że są druty proszkowe do spawania bez gazu.
https://domtechniczny24.pl/drut-samoos%C5%82onowy-08mm-09kg-e71tgs.html

Materiał spawany od 4mm do 10mm drut 1,00 lub 1,2mm.
Materiał powyżej 10mm drut 1,6mm.
O ile to możliwe używamy druty o mniejszej średnicy (zwiększamy posuw), dzięki czemu uzyskujemy węższą spoinę i zwiększamy stabilność łuku.
Szybkość wypływu gazu ustala się tak, aby w pełni ochronić jeziorko i łuk. Jeżeli ilość gazu będzie niewystarczająca to materiał topiony będzie się utleniał i otrzymamy chropawą spoinę i zmienny łuk.
Można ustalić szybkość wypływu zależnie od średnicy drutu. I tak:
Dla drutu 0,6-0,8mm 10l/min.
Dla drutu 1,0-1,2mm 14l/min.
Pochylenie uchwytu spawalniczego ma wpływ na przekrój spoiny. Jeśli uchwyt jest utrzymany pod kątem, tak, że spoina pozostaje za uchwytem to otrzymujemy szeroką spoinę przy mniejszym wtopie. Jeżeli uchwyt jest trzymany pod kątem prostym to spoina się zwęża przy jednoczesnym głębszym wtopie.
Mam nadzieją, że nic nie pomieszałem.
Czołem
Dzisiaj o spawaniu metodą MIG/MAG, która jest współcześnie w przemyśle w największym stopniu rozpowszechnioną techniką spawania. Polega na jarzeniu łuku elektrycznego pomiędzy elektrodą topliwą w postaci cienkiego drutu podawanego w sposób ciągły a spawanym materiałem. Łuk i jeziorko ciekłego metalu są chronione strumieniem gazu obojętnego- MIG lub aktywnego-MAG.
Skrót MIG pochodzi od Metal Inert Gas - inaczej wtedy, gdy jako gaz osłonowy używany jest gaz chemicznie obojętny argon lub hel.
MAG natomiast od Metal Active Gas, mianowicie wtedy, gdy jako gaz osłonowy używany jest gaz chemicznie aktywny CO2. W praktyce często w metodzie MAG podczas spawania detalu używa się mieszanki argonu i CO2, daje znacznie mniej odprysków i na skutek tego jest mniej czyszczenia.
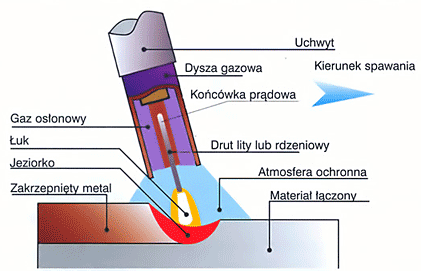
Gaz podawany jest z butli poprzez reduktor do spawarki półautomatycznej. Uchwyt spawalniczy posiada przycisk otwierający elektrozawór i przekazuje gaz w rejon spawania.
Spawanie MAG stosowane jest do łączenia stali konstrukcyjnych niestopowych, stali stopowych. Metoda MIG wykorzystywana jest do spawania stopów aluminium, magnezu, miedzi, mosiądzu i brązów.
Kiedy stosować spawanie migomatem, albo, jakie są wady i zalety:
Zalety:
Nader uniwersalna i prosta do nauczenia metoda, zależnie od dysponowanego sprzętu można spawać cienkie i średnie elementy, w różnych pozycjach.
Dobre parametry spoin i spora szybkość spawania, ponieważ nie ma przestojów a drut jest podawany w sposób ciągły.
Mały koszt materiału spawalniczego, duża wydajność spawania w porównaniu z metodą MMA.
Nie ma odpadów w postaci końcówek elektrod i otulin.
Wady to przede wszystkim znaczny koszt zakupu urządzeń - półautomat MIG/MAGi wyposażenia dodatkowego-butla z gazem, uchwyt spawalniczy MIG/MAG, reduktor argon - dwutlenek.
Mała mobilność.

Spawanie półautomatem spawalniczym jest wykorzystywane we wszystkich gałęziach przemysłu ciężkiego, maszynowego, na liniach produkcyjnych, w branży remontowej i szczególnie w branży samochodowej podczas remontów karoserii.
Cześć jest to metoda która może być prawie w efektach artystyczna.
Spawanie metodą TIG bazuje na zajarzeniu łuku pomiędzy krańcem elektrody wolframowej a grzbietami zespalanego metalu. Elektroda jest nietopliwa, tzn. służy zaledwie do stworzenia łuku elektrycznego, który spawacz utrzymuje na identycznej długości. Wartość natężenia prądu jest regulowana na źródle prądu, inaczej spawarce inwertorowej TIG - https://domtechniczny24.pl/prostowniki-spawalnicze-tig.html .

Spoiwo tradycyjne jest dostępne w formie prętów o długości 1m. Zbliża się je do przedniego brzeżka jeziorka. Jeziorko jest okrywane z wykorzystaniem gazu obojętnego, który wypiera powietrze z rejonu łuku. Jako gaz obojętny z reguły stosowany jest argon.
Metoda ta daje ładny niezażurzlony i równy spaw, a samo jarzenie łuku nie wywołuje odprysków, na skótek czego nie wymaga dodatkowej obróbki nawierzchni spoiny.

Elektroda nietopliwa wykonana jest z wolframu lub stopu wolframu i toru i utwierdzona jest w uchwycie palnika TIG. Elektrodę mocuje się w tulejce zaciskowej (o średnicy takiej samej jak elektroda) w ten sposób, aby wystawała poza dyszę gazową od kilku do kilkudziesięciu milimetrów, w zależności od parametrów w jakich spawamy.
Argon aplikowany jest z butli poprzez reduktor do Spawarki TIG i poprzez kanały rękojeści dochodzi do dyszy palnika i wylatuje ochraniająć elektrodę. W prostych spawarkach inwertorowych z funkcją Tig jak np. ARC 200C, gaz ochronny podawany jest bezpośrednio z butli do uchwytu TIG z zaworkiem. Gaz ochronny stosuje się, aby ochłodzić elektrodę, o chronić płynny metal spoiny i rozgrzany przestrzeń spawania przed wpływem gazów utleniających z atmosfery.
Obręb najwyższej temperatury gdzie stal jest płynna tzw. jeziorko nie ma wtrąceń typu topnik, podobnie jak na swojej przestrzeni tak i do środka spoiny, i powoduje, że nie modyfikuje się znacząco jej skład chemiczny.
Zajarzenie łuku w dzisiejszych spawarkach da się uzyskać poprzez potarcie, dotyk lub w najwyższym stopniu innowacyjne technologicznie przez zbliżenie elektrody do materiału (tzw. bezdotykowe).
Aby prawidłowo wykonać proces spawania trzeba dostosować odpowiednie parametry spawania, typ elektrody i drutu spawalniczego.
Spawanie prądem stałym DC, z zmienną biegunowością, pozwala na spawanie wszystkich metali i ich stopów poza aluminium i stopami magnezu.
Spawanie prądem przemiennym AC, pozwala na zespawanie aluminium i jego stopów, przy tym rodzaju spawania zauważa się większą niestabilność łuku, który kluczy wokół elektrody, z tego powodu zaleca się stępienie końcówki elektrody wolframowej.
Natężenie prądu – wpływa na głębokości wtopu i szerokości spoiny, ale z drugiej strony oddziałuje na temperaturę krańca elektrody nietopliwej. Zwiększenie natężenia prądu spawania zwiększa głębokość wtopienia i wpłynie na przyspieszenie prędkości spawania. Nadmiernie duże natężenie niekorzystnie wpływa na spoinę, dlatego że powoduje, że koniec elektrody wolframowej ulega nadtopieniu i pojawia się zanieczyszczenie chemiczne w spoinie i szybsze zużycie elektrody.
Prąd łuku - decyduje w zależności od rodzaju gazu ochronnego o długości łuku i o kształcie spoiny i ściśle zależy od zaimplementowanego natężenia prądu, oraz typu materiału elektrody. Wzrost napięcia łuku zwiększa szerokość lica spoiny, maleje przy tym głębokość wtopienia i pogarszają się warunki osłony łuku i ciekłego metalu spoiny.
Prędkość spawania – wpływa na naprężenia w spoinie.
Elektrody nietopliwe wytwarzane są z czystego wolframu i z stopów, występują w różnych średnicach.

WP zielone: aluminium i jego stopy, magnez i jego stopy
WX jasno zielone: stale węglowe, nierdzewne, stopy tytany, niklu i miedzi
WT20 czerwona: stale węglowe, nierdzewne, stopy tytany, niklu i miedzi
Druty do spawania występują w postaci odcinków 1000mm o średnicach w przedziale od 1-5mm. Gatunek materiału jest uzależniony od spawanego detalu i najczęściej skład chemiczny jest nader zbliżony do materiału spawanego. W niektórych wypadkach stosuje się na pręty stopy metalu rodzimego.
Spawarki TIG to najczęściej inwertorowe źródła prądu różnorodnej jakości i o różnym zaawansowaniu technologicznym. Oparte na tranzystorach IGBT lub MOSFET
I jeszcze mała wskazówka przy kupowaniu spawarki inwertorowej
Temat będzie dotyczył sprawności. Na jednych spawarkach sprawność na tabliczce wynosi 60% a na innych nawet 7%. I obecnie namówiłem klienta, żeby dał sobie spokój z tymi niżej 15%, a skupił się na tych 60%( Sherman ARC 200C lub ARC 160C) co w tym wszystkim chodzi?
Producenci sprzętu podają maksymalne prądy, z którymi wolno spawać i tu jest elementarny problem. Jeżeli gość ma spawarkę 7% sprawności i da max. prąd spawania to pracuje na granicy spalenia i możliwości takiego sprzętu, nie ma tu mowy o żadnym współczynniku bezpieczeństwa.
Taka spawarka nie posłuży nam długo. Natomiast te z 60% lub nawt 35% sprawności to mogą posłużyć lata. Praktyka handlarza to potwierdza, sprzedaję spawarki Sherman ARC 200C, ARC 160C i nie mieliśmy na nie ani jednej reklamacji.
Cześć, diś temat dotyczący spawania trudnościeralnych blach Hardox.
Strzelnica to strefa gdzie można fajnie z przyjaciółmi spędzić czas . Z czasem zaczyna brakować atrakcji i wymyśla się różne warianty aktywnych i pasywnych celi. A ponieważ gotowe cele z hardoxu są strasznie drogie to postanowiłem skonstruować je sam z wycinków pasków i kółek. I tu pojawił się trudność jak je połączyć. Na początek do okrągłej blachy przyspawałem łańcuch zwykły ocynkowany. Po 20 strzałach spaw puścił. Po czym użyłem elektrody 308 inox efekt taki sam. W końcu przyspawałem hak na długości 15 cm i teraz może wytrzyma. Ale pojawił się temat pospawania aktywnego drzewa.

I udało się ze szmelcu zdobyć koliste tarcze do których trzeba będzie przyspawać skośne paski i pręty. No i rozpocząłem badać temat czym to spawać. Temat jest rozpracowany elektrody do Hardoxu INOS B 307 - https://domtechniczny24.pl/elektroda-zasadowa-inox-b-307-32-mm.html
A owocem badań jest następujący tekst z strony producenta hardoxu.

Wielu odbiorców blach trudnościeralnych zastanawia się nad jak spawać Hardox, nawiązując do wcześniejszych doświadczeń z różnymi materiałami trudnościeralnymi, ale Hardox to rzadka stal oferująca dużą twardość i jednocześnie znakomitą podatność na spawanie. Jest to możliwe ze względu na to, że Hardox został zaprojektowany z stosunkowo małą zawartością pierwiastków stopowych. Hardox można spawać za pomocą dowolnych tradycyjnych metod spawania. W tym celu wolno stosować sprzęt i narzędzia używane do spawania stali o małej wytrzymałości. Doskonała spawalność Hardoxu znaczy, że stal tę wolno spajać z innymi stalami podatnymi na spawanie. W takim przypadku należy stwierdzić spawalność tego drugiego gatunku stali.
Czynniki wpływające na jakość spawania:
Tak jak w wypadku wszystkich stali, czyste stanowisko spawalnicze pozwala uniknąć problemów. Konieczne zatem jest sprawdzenie, czy nie ma wilgoci, oleju, rdzy lub farby. Do innych ważnych czynników zalicza się:
• Wybór odpowiednich materiałów spawalniczych (elektroda, drut, itd.)
• Właściwe temperatury podgrzewania i międzyściegowe
• Ilość wprowadzonego ciepła
• Sekwencja spawania i wielkość szczeliny
Poniżej w tabeli informacje dotyczące wyboru właściwego materiału spawalniczego, gazu ochronnego, temperatury podgrzewania oraz metody spawania. Spoiwa, które można używać do spawania materiałów Hardox wymieniono w poniższej tabeli. W skrócie, właściwe spoiwa to te, których granica plastyczności wynosi mniej niż 500 MPa. Zaleca się wybór drutów i elektrod o małej wytrzymałości, aby zmniejszyć ryzyko pękania wodorowego. Więcej szczegółowych danych na temat wyboru materiałów spawalniczych znajduje się w broszurze „Spawanie Hardox”.
W przypadku użycia elektrody otulonej, zawartość wodoru elektrody musi wynosić poniżej 5 ml/100 g. Konieczne jest przestrzeganie zaleceń dotyczących ogrzewania i składowania podanych przez producenta elektrody.
Do spawania gatunków i grubości stali Hardox, dla których SSAB zaleca przygotowawcze podgrzewanie, zamiast niego można często używać elektrody i druty ze stali nierdzewnej austenitycznej AWS 307. Można także zastosować elektrody i druty AWS 309, ale w takim przypadku występuje nieznacznie wyższe ryzyko pękania na gorąco. W procesach takich jak spawanie MAG, spawanie Hardox może odbywać się przy użyciu gazów wykorzystywanych do spawania stali o małej wytrzymałości. W celu zapewnienia stabilnego łuku oraz pełnej penetracji powszechnie stosowanym gazem jest argon zawierający 18-20% CO2.
Temperatury podgrzewania wymagane do spawania stali Hardox:
Podobnie jak w przypadku stali o małej wytrzymałości, podgrzewanie zalecane jest przy grubych materiałach i może być też wymagane dla gatunków Hardox o większej twardości. SSAB opracowało zalecenia dotyczące temperatur podgrzewania, które przedstawiono w poniższej tabeli. Grubość i gatunek Hardox należy wybrać z tabeli i zastosować temperaturę podgrzewania odpowiadającą temu wyborowi. Podczas spawania różnych grubości, a także gatunków Hardox o różnych poziomach twardości, do obu materiałów należy zastosować najwyższą temperaturę podgrzewania podaną w tabeli. Podgrzewanie musi objąć powierzchnię do 75 mm poza punktem spawania. Do pomiaru temperatury można użyć termometrów kontaktowych.
I na koniec gotowe cele na byłej strzelnicy
