
Telefon:
Email: 2@2


Podstawowe informacje o frezowaniu drewna frezarkami górnowrzecionowymi.
Frezowanie obok procesu toczenia i wiercenia jest jedną z najpowszechniejszych odmian obróbki wiórowej. Przeznaczenie tej obróbki to przede wszystkim obróbka powierzchni płaskich (płaszczyzn), rowków, powierzchni kształtowych, wpustowych i kopiowaniu zarysów.
Frezowanie wykonuje się obrotowymi narzędziami wieloostrzowymi (frezami) na maszynach nazywanych frezarkami.
W większości odmian frezowania ruchy posuwowe są prostoliniowe lub kszywoliniowe – wykonuje je przedmiot obrabiany w przypadku frezarek stacjonarnych dolnowrzecionowych lub maszyna w przypadku frezarek górnowrzecionowych. Te ostatnie będą tematem niniejszego artykułu.
Natomiast ruch główny (obrotowy) wykonywany jest przez frez trzpieniowy.

Rodzaj pracy wykonej na frezarce górnowrzecionowej zależy od typu zastosowanego narzędzia. Rozróżnia się frezowanie obwodowe, w którym frez obrabia ostrzami leżącymi prostopadle do osi wrzeciona i frezowanie czołowe, w którym frez obrabia ostrzami położonymi równolegle do osi wrzeciona.
Ze względu na bezpieczeństwo na frezarkach górnowrzecionowych robota odbywa się wyłącznie przeciwbieżnie (kierunek ruchu posuwowego jest przeciwny do kierunku ruchu roboczego).
W trakcie przeciwbieżnego frezowania drewna, lepiej kontrolujemy prowadzenie materiału po łożysku lub wzdłuż prowadnicy. Ostatecznie uzyskujemy lepszą jakość powierzchni i niwelujemy zagrożenie odbicia freza.
Najczęstrzą czynnością jest krawędziowanie. Zależnie od zarysu freza uzyskujemy różne kształty: wypukłe i wklęsłe łukowe, fazowanie 45o, kształtowe ozdobne. Frezy do krawędzi posiadają najczęściej łożysko prowadzące, które możemy prowadzić zarówno po krawędziach prostych jak i krzywoliniowych. Jedną z odmian krawędziowania jest potrzeba uzyskania estetycznego wyglądu połączenia elementów konstrukcji [łączonych|montowanych} prostopadle i równolegle. Jeżeli brzegi pozostawimy „na ostro” to po złożeniu części możemy zauważyć niedokładności pasowania.
Wyjściem jest wykonanie 1-2 milimetrowych zaokrągleń krawędzi. W efekcie uzyskamy estetyczne połączenie.
Szerokość fazowania w przypadku freza łukowego z łożyskiem oporowym zależne jest od głębokości wysuniętego freza
Do innych operacji należą:
- frezowanie rowków w tym wypadku stosujemy frez palcowy 8 mm, 10 mm i większe.
- wyrównanie po okleinowaniu stosujemy frez do wyrównania oklein z dużym łożyskiem - https://domtechniczny24.pl/frezy-do-drewna.html

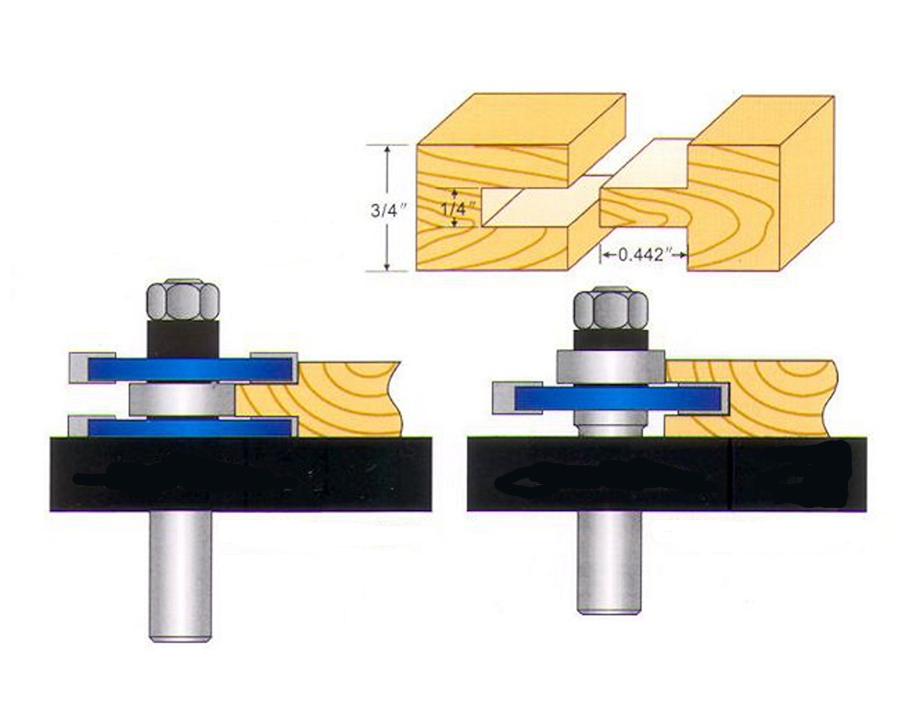
- wykonywanie połączeń typu T. Frez do połączeń składa się z trzpienia, dwóch frezów tarczowych, łożyska oporowego i nakrętki blokującej.
Większość frezów opiera się o 1 lub 2 krawędzie skrawające wykonane z węglików spiekanych o różnych kształtach, rzadziej z stali HSS. Takie rozwiązanie zapewnia najdłuższą żywotność frezów. Wynika to z prostego faktu. Drewno jest słabym przewodnikiem ciepła a więc w bardzo małym stopniu absorbuje ciepło powstające podczas obróbki. Dochodzi podczas tego typu obróbki do znacznego rozgrzania się ostrzy skrawających. Ponadto częstym przypadkiem jest przypalanie drewna.
Powyższy fakt determinuje również parametry skrawania:
- trzeba stosować wyłącznie ostre narzędzia.
- nastawiać możliwie duże prędkości skrawania i szybki posuw.
- stosować odsysanie wiórów przez podłączenie odkurzacza, {spowoduje to ruch powietrza i chłodzenie freza.
Kolejnym ważnym elementem jest prawidłowe zamocowanie elementu obrabianego i freza. Obrabiane detale mocujemy na stabilnym stole przynajmniej w 2-3 punktach. Trzeba pamiętać aby wykorzystane ściski nie ograniczały pracy frezarki. Stopa frezarki powinna gładko przesuwać się po materiale obrabianym lub po szynach.
Mocowanie freza. Frezy do frezarek górnowrzecionowych mocuje się w tulejkach zaciskowych dokręcanych nakrętką ( najczęściej jest to średnica 8 mm, żadziej 6 i 12mm).W większości frezarek jest system zatrzymania wrzeciona, znacznie ułatwiający odkręcanie nakrętki. Frezy kształtowe trzeba wsunąc przynajmniej na głębokość tulejki mocującej, zazwyczaj jest to 15 mm.
Powyższe dane powinny wprowadzić każdego w kwestię frezowania drewna frezarkami górnowrzecionowymi. I jeszcze uwaga proszę zapoznać się z instrukcją dodaną do maszyny. Powinno być tam przejrzyście przybliżone jak nastawiać głębokości frezowania na zderzakach i trzpieniu wskazującym.
Pozdrawiam
Witam
Nowe uniwersalne tarcze pilarskie Bosch Multimaterial wyróżniają się bardzo długą żywotnością i czystym cięciem: aluminium, laminatów, płyt wiórowych, płyt epoxydowych, drewnie twardym i miękkim.
Właściwości te są zasługą wyjątkowej technologii produkowania i lutowania zębów. Technologie MicroteQ, która umożliwia nadzwyczaj solidne i trwałe połączenie zębów z korpusem tarczy. Dzięki wyjątkowej geometrii HLTCG zęby są dokładniej osadzone w korpusie i bardziej odporne na złamanie. Węgliki trapezowe wyglądają tak, że za zębem płaskim jest umieszczony trochę wyższy ząb trapezowy.Węglik trapezowy nacina materiał nieco węziej niż ostateczna szczelina, co zapobiega uszkodzeniu zęba przy cięciu ciężkich materiałów. Klienci profesjonalni, mogą pracować jedną tarczą pilarską dłużej i z większą precyzją – bez konieczności częstej wymiany tarczy pilarskiej. Zresztą na marginesie takie same tarcze robi polski producent Globus z Wapiennicy - https://domtechniczny24.pl/pi%C5%82y-tarczowe-do-drewna.html

Nowe tarcze pilarskie przeznaczone są do cięcia wszelkich najpopularniejszych materiałów z aluminium, miedzi, mosiądzu, twardych laminatów drewnopochodnych, tworzyw sztucznych, płyt epoksydowych. To wszystko za sprawą ujemnemu kątowi nachylenia zębów, który wynosi -5 stopni. Stabilnie węgliki o zmiennej geometrii zapewniają doskonałe efekty cięcia przy zachowaniu długiej żywotności tarczy. Tarcze pilarskie MultiMaterial dostępne są w wersjach o różnej wielkości, z różną liczbą zębów, a niektóre z dodatkowymi otworami pod zabierak tarcz dociskowych. Przeznaczone są do: pilarek stacjonarnych, pilarek ręcznych skala średnic od 130-240mm oraz do ukośnic do cięcia drewna - średnice 210, 216, 260, 305, 350, 400.
Na tarczach jest wyjątkowa powłoka cleanteQ, która redukuje tarcie, dzięki czemu tarcza nie ogrzewa się w trakcie pracy. Dodatkowo, powłoka chroni tarczę przed korozją. Wycinane laserem szczeliny dylatacyjne gwarantują wysoką trwałość tarczy oraz łatwiejszą i cichszą pracę przy niskim poziomie drgań.
Na marginesie dodam że jest jeszcze coś takiego jak tarcza uniwersalna 125 mm do drewna tworzyw , my prowadzimy tylko o średnicy 125 mm. Zakłada się ją na szlifierkę kątową i można bezpiecznie ciąć.
https://domtechniczny24.pl/bosch-tarcza-125mm-z-w%C4%99gl-spiek-multi-wheel-2608623013.html