
Telefon:
Email: 2@2


Czołem
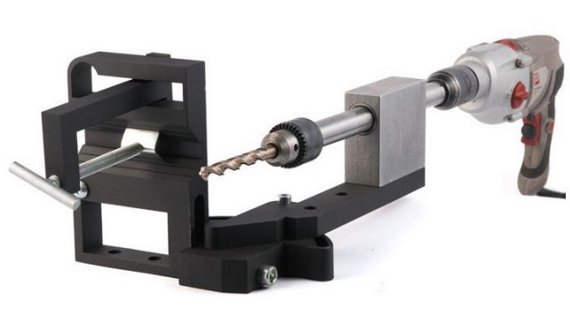
Oszczędny w słowach poradnik dla tych, co po raz pierwszy mają swój własny kompresor. Jak dopasować akcesoria i wyposażenie? Jest to niezmiernie istotne, żeby długo radować się nowym sprzętem i stosownie go wykorzystać.

Wydawać by się mogło, że jak nabędziemy sprężarkę, małą, dużą nie ma znaczenia i postawimy se ją w garażu to będzie nam posługiwała przez wiele sezonów i lat. Nie ma nic bardziej mylnego,( no chyba że nie będziemy jej używać). Sprężarka tłokowa zależnie od modelu (sprężarka niskoobrotowa i wysokoobrotowa) potrzebuje przeróżnych zabiegów i tzw. dodatków, żeby właściciel mógł się cieszyć nią przez cały rok. Pierwsza zagadnienie to olej do sprężarek, niewielu doradców sklepowych informuje swych klientów o potrzebie podmiany oleju w sezonie zimowym. Pod warunkiem, że planujemy z niej korzystać w zimie i że sprężarka stoi w pomieszczeniu z niską temperaturą, ( bo jak w ocieplanym to tematu nie ma). W zimie letni olej staje się nadmiernie lepki i nie jest w stanie zagwarantować dostatecznego smarowania, jak również w początkowej fazie pracy strasznie spowalnia pracę. Olej się po prostu klei do tłoka i nie ma on siły posuwać się w cylindrze, następstwo może być taki, że sprężarka ( przy dużych mrozach) będzie wybijać korki, lub po prostu szybciej wyeksploatują się pierścienie. Wobec tego w okresie zimowym poleca się wymienić olej na rzadszy, może być syntetyczny lub półsyntetyczny. Lub przed pracą nagrzać pomieszczenie przez jakiś czas, choć do 10 stopni na plusie.
Następna rzecz przy sprężarkach to, jakość powietrza. Ogólnie wiadomo, wszelako nie każdy o tym myśli. I mam na myśli powietrze wchodzące do sprężarki i wychodzące.
To pierwsze to nie ma kłopotu, każda sprężarka ma w pakiecie filtr wlotowy. Jeżeli pracujemy w tym samym pomieszczeniu co stoi kompresor i np. malujemy to po pewnym czasie filterek a właściwie ta gąbka się zapcha. Banalnym patentem jest założenie na filtr cieńkiej włókniny filtracyjnej i omotanie gumką. Będziemy wówczas widzieć kiedy zmienić włókninę bo jest ona biala.
Powietrze wyjściowe.
Sprężarki nie dostarczają ekstra czystego powietrza. W powietrzu znajdują się krople wody i oleju, te nowe sprężarki pobierają skromniej oleju, jakkolwiek z czasem i one zaczynają coraz więcej pluć olejem. Potrzebne jest, więc wykorzystanie filtra lub bloku przygotowania powietrza.

Odwadniacz do sprężarki ma za zadanie wyłuskać cząsteczki zanieczyszczeń, wody i oleju ( tzw. kondensatu). Bardzo częstym błędem popełnianym przez odbiorców sprężarek jest montowanie takiego filtra zaraz przy wylocie z sprężarki. Filtry powinno się montować nieco dalej, żeby kondensat zdołał sie na wstępie wytrącić. A i istotna sprawa to przepustowość filtra i optymalne możliwe ciśnienie, pamiętajmy o tym. Jak weźmiemy filtr o przepustowości równej co efektywność sprężarki to z czasem się zapcha i będzie dlawił, ja rekomenduję co najmniej 2-3 krotny zapas. Ważną sprawą są węże techniczne, a ściśle mówiąc ich przekrój, który determinuje przepustowość. Mówiąc łatwiej, jeżeli potrzebujemy powietrze do napompowania koła, albo do przedmuchania, to wystarczy przekrój 6mm. Jeżeli w grę wchodzi klucz 1/2 cala, pistolet do malowania, to można rozważyć o przekroju 10mm. Najwięcej powietrza potrzeba do pistoletów do piaskowania i znacznych kluczy pneumatycznych 1 cal, w takim wypadku przewód musi mieć 16 mm.
Następna kwestia to naolejacze, konieczne do przygotowania powietrza do narzędzi pneumatycznych typu klucze udarowe, szlifierki i wiertarki, czyli wszystkie obrotowe. I tu podobna zasada, zwracać uwagę na przepustowość i ciśnienie dopuszczalne. Olej do narzędzi pneumatycznych powinien być bezkwasowy bez zabrudzeń bez zanieczyszczeń. To juz prawie wszystko, dodać można jeszcze to żeby, co jakiś czas spuszczać kondensat z zbiornika. Zazwyczaj każda firmowa sprężarka ma taki spust od spodu, który wystarczy odkręcić jak jest zawalony zbiornik i spuścić trochę kondensatu. Jeżeli w ciągu odkręcania zaworka będzie syczeć powietrze, a nie będzie wylatywał kondensat nic nie szkodzi to dobrze.
Witam
Rodzaje mechanizmów w kluczach udarowych pneumatycznych.
Dostępne w sprzedaży pneumatyczne klucze udarowe, opierają się na różnych mechanizmach wytwarzających udar. Wszystkie potrzebują smarowania.
Jednym z fundamentalnych elementów wpływających na maksymalny moment obrotowy osiągalny przez klucz pneumatyczny jest zastosowany w nim mechanizm udarowy. Struktura mechanizmu ma także istotny wpływ na zastosowanie i przeznaczenie narzędzia. Na dole opisujemy najbardziej popularne mechanizmy udarowe używane w kluczach pneumatycznych - https://domtechniczny24.pl/klucze-udarowe-pneumatyczne.html , skrótowo opisując ich działanie, wady i zalety.
Dwa młoteczki.

Bodajże najbardziej popularny mechanizm to podwójne młotki. Składa się z dwóch elementów, obracają się dookoła wrzeciona w zamkniętym systemie. Takie rozwiązanie umożliwia wygenerowanie wysokiego momentu obrotowego w ciągu pierwszych obrotów wirnika, dlatego że oba młoty mogą jednocześnie uderzyć z obu stron. Ta konstrukcja składająca się z dwóch młotów pierścieniowych cechuje się dużą wytrzymałością i szczególnie nadaje się do pracy ciągłej.
Dodatkową zaletą tego rozwiązania jest względnie niewielka ilość elementów składowych, dzięki czemu łatwo go serwisować. układ należy zwilżać olejem. Smarowanie może być łatwo wykonane przez zewnętrzną kalamitkę, bez rozkręcania obudowy klucza. Klucze pneumatyczne z mechanizmem TWIN-HAMMER powinny być stosowane tam gdzie wymagana jest najwyższa efektywność – zastosowania przemysłowe, usługi oponiarskie, linie produkcyjne.
Mechanizm dwóch swożni.
Mechanizm PIN CLUTCH został zastrzeżony w USA z myślą o szybkim wzroście momentu udarowego przy jego wysokich wartościach. Układ składa się z dwóch trzpieni ze stali hartowanej, poruszających się w zamkniętej obudowie z bardzo dużą prędkością.
Jak wszystknie mechanizmy smaruje się go olejem pneumatycznym, który może być łatwo uzupełniony poprzez specjalny otwór wbudowany w obudowę mechanizmu udarowego. Ten rodzaj mechanizmu udarowego jest przeznaczony do krótkich prac montażowych w przemyśle lekkim, do serwisów samochodowych, a także do wszystkich warsztatów z krótkimi cyklami pracy.
ROCKING DOG
Kolejny mechanizm udarowy zwany ROCKING DOG cechuje się prostą i bardzo stabilną budową z jednym bijakiem obrotowym (jego prostota przekłada się na relatywnie niewielką cenę). Jego główną zaletą jest duża nośność i stabilność.
Z uwagi na niedużą ilość elementów, bardzo łatwo go serwisować. Do jego smarowania należy używać smaru lub oleju. To rozwiązanie jest dedykowane do prac przemysłowych, bardzo wymagających usług, zastosowań warsztatowych, wszędzie tam gdzie niezbędna jest wysoka moc.
JUMBO HAMMER
JUMBO HAMMER to rodzaj opisanego wyżej rozwiązania TWIN HAMMER z tym, że tutaj zastosowano tylko jeden młoteczek. Rozwiązanie to stosuje się w narzędziach o zwiększonej mocy.
Tak jak i w oryginalnym rozwiązaniu smarowanie odbywa się przez zewnętrzny nypel bez potrzeby rozkręcania obudowy. JUMBO HAMMER jest przeznaczony do wymagających zastosowań przemysłowych.
DOUBLE HAMMER
Następnym niedrogim i wytrzymałym rozwiązaniem jest DOUBLE HAMMER, z jednym młotem obrotowym. Pozwala na osiągnięcie wysokich wartości momentu skręcającego. Bardzo podobna zasada jak w pierwszym Twin Hammer. Zaprojektowany do większości prac w lekkim przemyśle, do warsztatów samochodowych i przemysłu oponiarskiego.
PIN LESS
Najbardziej zaawansowanym mechanizmem jest PIN LESS. Opatentowany przez korporację Kawasaki.
Cała moc jest osiągana przez jeden młot umieszczony w obudowie. Młotek obracający się dookoła czopa nie wymaga żadnych dodatkowych szpil czy części.
Stąd nazwa PIN LESS (bez-szpilowy). Otrzymana moc jest prawie całkowicie przeniesiona wprost na czop. To rozwiązanie jest zaawansowanym rozwinięciem mechanizmu ROCKING DOG. Szczególną zaletą jest ekstremalnie wysoka moc wyjściowa i z tego powodu narzędzie wyposażone w to rozwiązanie nie nadaje się do delikatnych i precyzyjnych zastosowań.
Dzięki niewielkiej ilości elementów mechanizm jest wyjątkowo trwały i łatwy serwisowaniu (nawilżanie smarem). Zaprojektowany jest do najbardziej wymagających zastosowań – przemysł, serwis tirów, maszyny budowlane i inne zastosowania gdzie niezbędna jest olbrzymia moc udarowa.
Na koniec narzędzie bez którego klucz na nic się przyda:
Nasadki udarowe w odróżnieniu od typowych nasadek cechują się większą wytrzymałością i spręzystością, dzięki temu ryzyko wybicia trzpienia w narzędziu lub obrobienie się powierzchni roboczych do środka nasadki jest zniwelowane do minimum. Nasadki udarowe mają na ogół grubsze ścianki niż standardowe. Dostarczane przez nas markowe i standardowe nasadki udarowe różnorakich marek zagwarantują stabilną pracę bez szarpnięć i przez to ochronę elementów udarowych – trzpieni narzędzi, zapobiegną wybijaniu się i niepożądanym luzom, przez co skutecznie wydłużą prawidłowy okres eksploatacji. Tak jak pisałem wcześniej w odróżnieniu od standardowych nasadek Chromo vanadowych, nasadka udarowa chromo molibdenowa posiada grubsze ścianki, co jest ważnym wyznacznikiem zwiększającym ich długość życia (zanim się wybiją) i dla łatwego rozróżnienia są czernione.
Występują w różnych rozmiarach:
Nasadki udarowe 1/2”
Nasadki udarowe 3/4”
Nasadki udarowe 1”
Nasadki udarowe pięciokątnie i inne wynalazki.
To tyle pozdrawiam.
Witam
Przygotowanie powietrza to inaczej operacja, której celem jest wytworzenie sprężonego powietrza o jakości spełniającej zapotrzebowania zasilanego elementu. Inaczej mówiąc aby było oczyszczone z cząstek stałych, kondensatu i zostało wzbogacone ( mgłą olejową w wypadku używania narzędzi i urządzeń pneumatycznych obrotowych i ciernych), obniżone do wyznaczonego ciśnienia.
Zależnie od stosowanego źródła sprężonego powietrza przygotowanie można podzielić na bloki dla sprężarek tłokowych (o tym będzie ten artykuł) i dla sprężarek śrubowych. Różnica polega na jakości i ilości powietrza. Powietrze wychodzące z sprężarki śrubowej wymaga o wiele więcej urządzeń i nakładów finansowych na zakup bloków do przygotowania powietrza, również w trakcie eksploatacji należy liczyć się z znacznie większymi nakładami pieniężnymi na obsługę. Korzyścią sprężarek śrubowych jest potężna wydajność i wysokie ciśnienie ale o tym nie będę pisał.
Wracając do tematu:

Oczyszczanie} powietrza odbywa się dwu etapowo, najpierw powietrze wlatuje do zbiornika filtra i jest wprowadzane w ruch wirowy. Siła odśrodkowa sprawia, że krople kondensatu i większych drobin osadzają się na ściankach filtra i spływają na dół . W odstojniku znajduje się zaworek spustowy, automatyczny lub ręczny, do usuwania kondensatu. Odstojniki są najczęściej przeszklone, żeby można kontrolować poziom kondensatu. Drugi etap to przepuszczenie powietrza przez filtr ceramiczny lub podobny o stopniu filtracji w granicy 5µm. Zanieczyszczenia pozostają oczywiście na filtrze. Oczyszczone powietrze wydostaje się z filtra w układ. Trzeba wiedzieć, że filtry mają swoją przepustowość i zmniejsza się ona w zależności od poziomu zabrudzenia filtra. Z tego powodu warto montować filtry o kilku krotne większej przepustowości niż zaplanowana.
Uzupełnienie mgłą olejową, służy do nasycenia oczyszczonego powietrza specjalnym olejem do urządzeń pneumatycznych, w celu zmniejszenia tarcia, obniżenia korozji narzędzi i urządzeń pneumatycznych ( klucze pneumatyczne, wiertarki, szlifierki, siłowniki)
Reduktory ciśnienia to membranowe nastawniki obniżające ciśnienie wlotowe do wymaganego, występują wraz z nanometrem do odczytu i pokrętłem do regulacji. Po nastawieniu ciśnienia zależnie od prędkości przepływu są możliwe pewne wahania ciśnienia. Z tego powodu należałoby ciśnienie ustawiać na zamkniętym zaworze i wyregulować podczas przepływu.
Biorąc pod uwagę to co napisałem powyżej w sprzedaży mamy:
Zespoły przygotowania sprężonego powietrza: czyli reduktora, filtra i naolejacza - https://domtechniczny24.pl/blok-przygotowania-powietrza.html
Reduktory o różnym stopniu przepustowości i różnych możliwych ciśnieniach pracy.
Filtry oczyszczające, początkowe o stopniu filtracji 5µm lub, odwadniacze, i filtry do suchego powietrza o stopniu filtracji od 5 do 0,5 mikrona.
Filtry z reduktorem, rodzaje przyłącza 1/4, 1/2 3/4 cala -

Naolejacze rodzaje przyłącza 1/4, 1/2 3/4 cala.

I na koniec dodam o dławikach lub elementach niwelujących gwałtowne uderzenia ciśnienia w instalacjach dynamicznych.
W przypadku wykorzystywania powietrza do maszyn lub układów nietypowych w procesach produkcji przemysłowej, farmakologicznej czy spożywczej konieczne jest bardzo dokładne określenie wszelkich parametrów powietrz,a zarówno na wejściu jak i na wyjściu.
To tyle pozdrawiam
Cześć
Warunki eksploatacyjne i użytkowe węży ssawno tłoczących.
Planując kupno węża do sprężonego powietrza, oleju, piaskarki czy innego, powinniśmy sobie odpowiedzieć na kilka pytań. Planowanie pozwoli nam na uniknięcie wypadku, czy niewłaściwej pracy maszyny czy procesu technologicznego.
Najważniejsze pytania to:
Jakie medium planujemy tłoczyć lub ssać (substancja, która płynie przewodem).
Jaka powinna być średnica wewnętrzna, jeśli potrzeba to również średnica zewnętrzna.
Czy znana jest temperatura pracy (temperatura płyącej substancji i temperatura zewnętrzna).
Warunki nasłonecznienia, czynniki chemiczne występujące w otoczeniu (stałe i okresowe).
Czy istnieje ryzyko nadmiernego załamania węża, zmieniającego parametry wytrzymałościowe i wartości przesyłowe substancji.
Czy istnieje groźba pojawienia się ładunków elektrycznych podczas przesyłania medium.
Planowana długość węża.
Oraz wszelakie inne elementy mogące mieć wpływ na pracę i bezpieczeństwo: takie jak okoliczności eksploatacyjne, drgania, odkształcenia przewodu w trakcie pracy ( w szczególności w przypadku przecinania przez przewód węzłów i lini komunikacyjnych - ruch pieszy, samochody, wózki widłowe i inne).
Sposób mocowania końcówek (zacisk, opaska) i rodzaje dostępnych złączek i szybkozłączy.
Przewidywana mobilność zestawu (połączenie stacjonarne, połączenie klucza pneumatycznego, pistoletu do malowania czy pompowania, piaskarki lub maszyny stacjonarnej)

OGÓLNE WYTYCZNE DOTYCZĄCE KORZYSTANIA Z WĘŻY SSAWNO TŁOCZĄCZYCH
Celny dobór węża to wybór produktu spełniającego wymagania techniczne istniejące przy konkretnej instalacji lub urządzeniu, zapewniający ciągłą i bezawaryjną pracę. Będzie to miało, jak we wszelkich narzędziach i instalacjiach wpływ na końcową cenę i jakość.
Czym jest promień gięcia, jak osłabia wąż i jak go wyznaczyć.
Pamiętać należy, że przy nieodpowiednim zagięciu węża zachodzą w nim niepożądane zjawiska. W miejscu zgięcia, po stronie zewnetrznej wąż jest rozciągany a w przeciwległej ściskany. Wywołuje to procentowe osłabienie węża i może doprowadzić do jego uszkodzenia. Następnym niepotrzebnym zjawiskiem jest zakłócenie przepływu mediumsubstancji. W przypadku medium o właściwościach ściernych prowadzi to do stopnowego wycierania wewnętrznej części węża.
Jeżeli właściwa strona katalogowa nie określa, należy przyjąć następującą regułę:
Węże wytłaczane gładkie - 7,5 x średnica wewnętrzna
Węże ze wzmocnieniem poliamidowym do fi 50mm z odciskiem tkaniny – 6x średnica wewnętrzna
Węże ssawno-tłoczne – 6 x średnica wewnętrzna
Ceny i wymiary na - https://domtechniczny24.pl/w%C4%99%C5%BCe-techniczne.html
Minimalna długość węża do utworzenia gięcia L min:
Lmin = ?/360° x 2?R
gdzie:
? - kąt gięcia
R - przewidziany promień gięcia
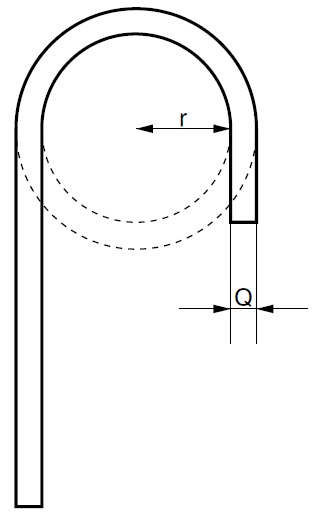
Przykład: chcąc utworzyć gięcie 90° przy promieniu gięcia R=200 (mm)
90/360 x 2
'l`123567890- ależy użyć węża o minimalnej długości 314 (mm)
Montaż węża na szybkozłączkach, złączkach i krućcach.
Powinno się zwrócić uwagę na to, aby krawędzie szybkozłączek nie były ostre, aby nie doprowadzać do przecinania warstwy wewnętrznej węża (dotyczy zarówno obejm, opasek jak i zakuć). W przypadku opasek oteiker - brzegi są wywinięte i nie m zagrożenia, że przetniemy wąż.
Węże ssawno-tłoczne produkowane w odcinkach, na ogół posiadają na końcach tzw kołnierze (odcinki bez spirali wewnętrznej), ułatwiające zamocowanie końcówek.
W wężach tych należy zamocować końcówki tak, aby króciec zachodził min. 1cm na część spiralną węża. Jeżeli węże techniczne są cięte z metra problem ten nie występuje.
Warunki eksploatacyjne i użytkowe węzy ssawno tłoczących.
W czasie użytkowania węży i przewodów należy stosować się do poniższych zasad:
- stosować ciśnienia robocze nieprzekraczające dozwolone, wydrukowane na boku węży.
- trzeba węże wciskać a nie wkręcać, zminimalizuje to skręcenie przewodu po zamocowaniu. Jeżeli wąż nachodzi z trudem na końcówkę, można go trochę podgrzać lub wkręcać o taki sam kąt w prawo i lewo.
- należy chronić przed wpływem czynników zewnętrznych (np. należy zaprojektować osłony do przejeżdżania nad wężami), przewodów nie powinno się przesuwać po ostrych krawędziach;
- po użyciu należy je przechowywać w odpowiednich warunkach;
- okresowo sprawdzać stan techniczny przewodów, osłabione przewody należy wycofać z użytku i zutylizować, ewentualnie wstawić nowy odcinek.
Przewody należy magazynować
- zrolowane w kręgi ułożone na drewnianych paletach w stosach o wysokości nie przekraczającej 0,5-1 metra.
- zawieszone na specjalnych uchwytach zabezpieczających węże przed odkształcaniem.
- w temperaturze od +5oC do +25oC i nieznacznej wilgotności (trzeba zwracać uwagę, aby nie następowała kondensacja pary wodnej na powierzchniach węży gumowych).
- w pomieszczeniach pozbawionych oparów kwasów, zasad,i rozpuszczalników organicznych, jak również olejów i smarów oraz paliw płynnych.
- promienie UV i silne światło elektryczne wpływa szkodliwie na gumęi PCV. Z tego względu w pomieszczeniach magazynowych, szyby powinny być zasłonięte.
To tyle pozdrawiam
Cześć
Ponieważ większość ludzi lepiej przyswaja dane patrząc na obrazki a nie czytając napis, przedstawię wszystkie obrazkowe dane dotyczące zastosowania węży technicznych Norres. Będzie to również świetny poradnik po szerokim zastosowaniu tych węży.

Węże do peletu przemysłowe, do odciągu Norres.
Znak graficzny wyjaśniający zastosowanie węża biorąc pod uwagę 4 istotne grupy wg. przesyłanego medium.
Nowa ikona „medium“ - Obecnie nabywca z łatwością może określić do jakiego rodzaju medium jest przeznaczony wąż. Ikona „medium” charakteryzuje media gazowe, płynne, pyły, ciała stałe jak i ciężkie ładunki ścierne. Ta nowatorska ikona umożliwia użytkownikom błyskawiczny dobór odpowiedniego węża lub systemu, podobnie sprzedawca może w szybki sposób odnaleźć rozwiązanie.
Gaz: Wąż jest przystosowany do gazów

Pył: Wąż jest odpowiedni do transportu pyłów i proszków.

Ciecz: Wąż jest zaprojektowany do przesyłania mediów ciekłych.

Media ścierne: Wąż jest odpowiedni do transferu surowców ściernych, takich jak kruszywa, włókna i granulaty.

Znak graficzny PRE PUR. Ile jest poliuretanu w poliuretanie.
Jak w przypadku wielu surowców i wyrobów gotowych są i tu duże różnice jakościowe.
NORRES używa do wielu węży specjalną mieszankę ester i eter poliuretanową, nazwano ją jako mieszankę Pre-PUR ze znaczkiem r :).
Te polimery składające się z twardych i miękkich segmentów Pre-PUR® mają w porównaniu do wielu innych tworzyw, mieszanek gum i „prostego“ poliuretanu lepsze właściwości. Twarde segmenty Pre-PUR® mają ekstremalnie wysoką odporność mechaniczną, podczas gdy miękkie segmenty Pre-PUR® są równocześnie bardzo elastyczne i o dużej wytrzymałości dynamicznej.
Stosowane przez nas surowce Pre-PUR® odróżniają nasze węże od wielu dostępnych na rynku:

NORRES Pre-PUR® składa się z specjalnego wysokiej jakości typu poliuretanu premium ester, eter.
W związku z tym ścieralność może ulec szybko pogorszeniu o około 30%, jeśli użyjemy typ poliuretanu o niższym poziomie jakości. Duża czystość stosowanych surowców i małe widełki tolerancji zapewniają wysoki poziom jakości.
- bardzo dobre właściwości mechaniczne
- niska ścieralność
- ekstremalnie dobra odporność chemiczna i hydrolityczna
NORRES Pre-PUR® z ekstremalnie długim łańcuchem molekularnym (duża masa cząsteczki, krystaliczna struktura i skład). Podczas chemicznego, hydrolitycznego i termicznego procesu podziału etap molekularny ulega skróceniu. Z reguły dłuższe łańcuchy molekularne mają dłuższą żywotność. Długość łańcucha molekularnego jest istotna dla temp. mięknienia węża. Z jednej strony produkty z Pre-PUR® mają nadzwyczajną wytrzymałość na wysokie temp., z drugiej strony przy niskich temp. Pre-PUR® ma lepszą elastyczność.
- lepsza odporność chemiczna i hydrolityczna
- wyższa temperatura mięknienia
- większa wytrzymałość na temperatury.
- wyższa wytrzymałość na ciśnienie rozrywające.
- duży margines bezpieczeństwa
- znaczna żywotność
- lepsza elastycznosc w niskich temp.
- mniejszy moment zgięcia w niskich temp.
- mniejsze prawdopodobieństwo pęknięcia w niskcih temperaturach, dzięki większej elastyczności.
NORRES Pre-PUR® zawiera opracowany razem z naszymi kontrahentami surowców szczególny stabilizator. Bez tego dodatku węże nie byłyby tak odporne chemicznie, hydrolitycznie i termicznie i szybciej by się zrywały.
- lepsza odporność chemiczna i hydrolityczna
- lepsza odporność na utlenianie
- dłuższa żywotność
- lepsza odporność na warunki atmosferyczne
Stosowany przez nas do wielu węży poliuretan eterowy Pre-PUR® w porównaniu do poliuretanu estrowego Pre-PUR® (a także innych poliuretanów estrowych) ma następujące zalety:
Odporność na wnikanie w strukturę węża drobnoustrojów. Zwłaszcza w czasie długotrwałego kontaktu z ziemią oraz silnymi zabrudzeniami w warunkach korzystnych dla mikroorganizmów. Poliuretan eter ze względu na swoją chemiczną strukturę jest długookresowo odporny na drobnoustroje. W naszej ocenie jest to wyraźnie lepsze rozwiązanie, niż zastosowanie dodatków niebezpiecznych dla zdrowia przy poliuretannie estrowym. W każdym poliuretanie estrowym istnieje ryzyko, że poprzez wymycie dodatków zostanie naruszona wartość graniczna i dodatek przedostanie się na powierzchnię węża i dojdzie do kontaktu z przesyłanym materiałem.
Odporność na reakcje hydrolizy, szczególnie w kontakcie z wilgocią przy wysokich temperaturach i w klimacie tropikalnym.
Wyższa odporność chemiczna niż porównywalne poliuretany estrowe
Lepsza elastyczność w niskich temp. niż poliuretany estrowe, to już pisałem wcześniej.
Przykład odporność:
Nasze wysokiej jakości surowce Pre-PUR® ze swoimi stabilizatorami oferują znacznie podwyższoną odporność a tym samym dłuższą żywotność, niż wiele innych produktów. Właściwym pomiarem jest pomiar hydrolityczny w wodzie o temp. 80°C, gdyż mechanizm chemicznego rozpadu poliester-poliuretan powoduje często rozpad łańcucha poliestrów . Nasz Ester Pre-PUR® w porównaniu do występującego na rynku estru-TPU jest przedstawiony na rys. 1.
Zestawienie parametrów mieszanki poliuretanu estrowego Pre-PUR® z termoplastycznym poliuretanem estrowym TPU
Przykład odporność na ścieranie:

Odporność na ścieranie naszego poliuretanu Pre-PUR® jest wg normy ist ok. 2,5 - 5 raza lepsza niż wielu materiałów gumowych i 3-4 raza wyższa niż wiele miękkich PVC (pomiar przy 20°C). W praktyce różnice są jeszcze większe, ze względu na dobrą elastyczność i odbojność poliuretanu Pre-PUR®.
Znak graficzny Ścieranie.

Wysokiej jakości kompozycje PUR i optymalna konstrukcja węża generują w procesie transportu mniejsze tarcie, niż wiele innych węży. Te węże NORRES przeznaczone są do silnie ściernych materiałów. W zestawieniu do wielu węży dostępnych na rynku wyróżniają się:
Wzmocnieniem geometri ścianki w najbardziej narażonych punktach, szczególnie na łączeniach.
W czasie tarcia przesyłanego medium mogą wystąpić wysokie temperatury. Tworzywa termoplastyczne miękną przy podwyższonej temperaturze, dochodzi do spowolnienia przesyłu wzrostu tarcia. W warunkach podciśnienia dochodzi na dodatek do skrócenia osiowego, wewn. wzrostu sfalowania oraz znacznego wzrostu ścieralności.Firma NORRES używa do oznaczonych w ten sposób węży poliuretanowych mieszanki surowców o wysokiej trwałości na ciepło.
Geometria profilu węża PUR firmy NORRES jest zoptymalizowana, tak że wyroby są w znacznym stopniu szytywne osiowo przy czym są bardzo elastyczne. Mniejszy stopień sfalowania w pracy w podciśnieniu oznacza dłuższą żywotność.
Do tych węży są stosowane surowce o wysokiej wytrzymałości mechanicznej i ze szczególnymi dodatkami, gwarantującymi bardzo wysoką wytrzymałość na ścieranie.