Część 2 -obróbka skrawaniem
Teraz parę terminów:- opory skrawania, innymi słowy siła po przyłożeniu której wiertło może się zagłębić w materiał obrabiany.
Największej siły wymagają materiały z grupy 5 i 6. Dalej 1 i 2, i tu mała uwaga, bo choć stal nierdzewna jest niesamowicie miękka to ma tendencję do utwardzania się w strefie zgniotu a wychodzący wiór nadal ma tendencję do sczepiania się z powierzchnią przyłożenia. Rada: wiertło kobaltowe do nierdzewki jak zaczyna piszczeć to oznacza, że już nie skrawa i trzeba je naostrzyć.
I ostatnia grupa o najniższym oporze skrawania to 3 i 4.
Dalej napiszę o temperaturach powstających podczas skrawania na styku narzędzie - przedmiot. Najmocniej narażonym miejscem w narzędziu na nagrzanie i zużywanie jest oczywiście krawędź skrawająca, stąd chłodzenie + smarowanie powinno być stale brane pod uwagę. Wężyk do podawania chłodziwa z dyszą kieruje je bezpośrednio na narzędzie lub w sytuacjach extremalnych stosujemy wiertła rdzeniowe.

Nawet jak wiercimy jeden otwór i mamy wiertło do stali umocowane w uchwycie to można je zanurzyć w oleju. Tak wygląda analiza temperatur w czasie skrawania przy zachowaniu zbliżonych parametrów.
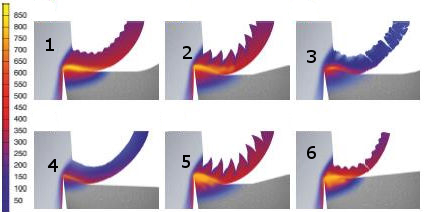
Z grafiki widać, dlaczego np. mosiądz czy żeliwo jest łatwe do skrawania a stal nierdzewna czy hartowana nie.
I na koniec nieco o skrawalności materiałów. Na skrawalność ma wpływ wiele czynników, część z nich zaprezentowałem powyżej. Kwalifikuje się jeszcze do nich min.:
- Geometria ostrza i materiał, z jakiego jest wykonane narzędzie( wiertła do stali, wiertła HSS NWKa, noże tokarskie czy frezy palcowe).
- Parametry skrawania, czyli siła nacisku - posuwu, prędkość skrawania.
- Sposób i intensywność chłodzenia (ciągłe czy jednorazowe).
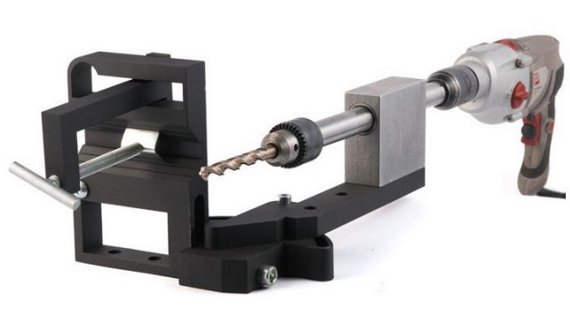
- Metoda mocowania materiału i narzędzia (uchwyt wiertarski, imadło maszynowe).
A teraz ciekawa uwaga, taki paradoks: dla jednostki, która wykonuje robotę(wiercenie czy toczenie) pożądane są stale o małej wytrzymałości, małej ciągliwości i małej ścierności. Natomiast dla użytkownika wyrobu gotowego najlepszym materiałem jest taki, który wykazuje dużą wytrzymałość, wysoką ciągliwość i niewielką ścieralność.



 Skrawanie metalu wiertła, frezy wykrojniki
Skrawanie metalu wiertła, frezy wykrojniki  Precyzyjne narzędzia Dremel z napędem akumulatorowym i sieciowym, osprzęt do miniszlifierek do cięcia szlifowania i grawerowania.
Precyzyjne narzędzia Dremel z napędem akumulatorowym i sieciowym, osprzęt do miniszlifierek do cięcia szlifowania i grawerowania.  Mamy nity do klepania mosiężne i miedziane
Mamy nity do klepania mosiężne i miedziane  Przecinarki do płytek i glazury, krajowa produkcja - Walmer
Przecinarki do płytek i glazury, krajowa produkcja - Walmer  Liny stalowe w oplocie lub bez. Liny elastyczne do wciągarek i sztywne do naciągów.
Liny stalowe w oplocie lub bez. Liny elastyczne do wciągarek i sztywne do naciągów.
 Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua.
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua.